Zuverlässigkeitsengineering: "Vorbeugen"
Wir helfen den Betreibern, die Zuverlässigkeit und Verfügbarkeit der Maschinen und Anlagen von Chemie- und Prozessanlagen zu optimieren
Neuanlagen oder Anlagenänderungen von Anfang an robust und ausfallsicher gestalten!
bei existierenden Anlagen Ausfallsicherheit auch gegen Risiken gewinnen, die so noch gar nicht aufgetreten sind!
- Bei dem zukunftsgerichteten bzw. vorbeugenden Zuverlässigkeitsengineering betrachten wir die Risiken für Zuverlässigkeit und Verfügbarkeit der Anlagen auch "jenseits" der Fälle und Ausfallmechanismen, die schon aufgetreten sind.
- Zweckmäßig ist ein Gruppieren nach Anlagenbereichen, Teilanlagen oder Typ von Maschinen, um bei der Diskussion der Ausfallmechanismen, Auswirkungen und Gegenmaßnahmen effizient vorzugehen und Synergien "zu heben".
graphische Übersicht der Werkzeuge:
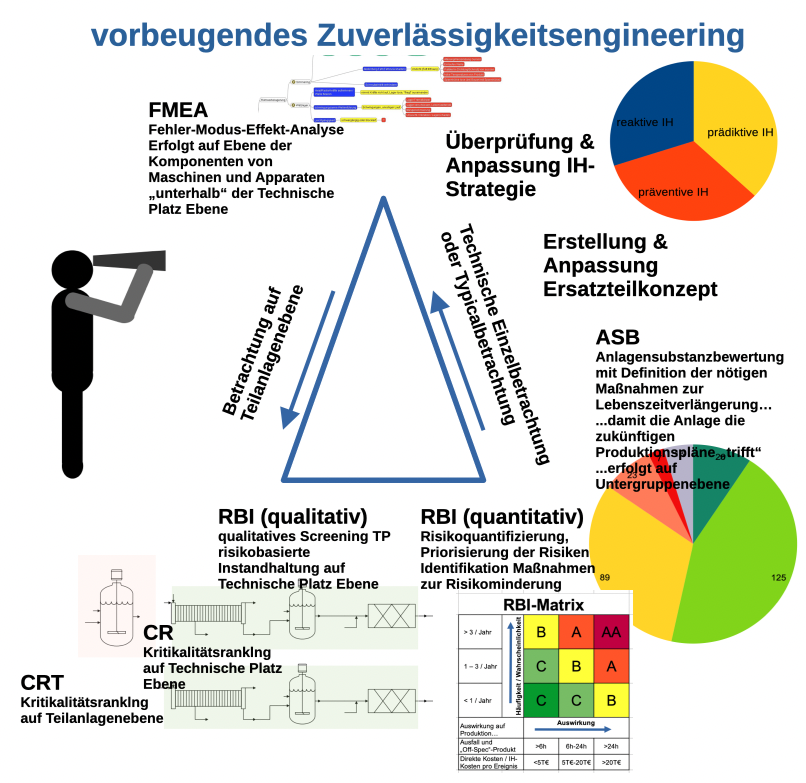
- Einsatz des Life-Cycle-Ansatzes beim Design und späteren Betriebskonzept
- CR Kritikalitätsranking - funktionsorientiertes Asset-Management
- RBI - Risikobasierte Instandhaltung - Wahl der optimalen Instandhaltungsstrategie
- RBE - Risikobasierte Ersatzteilvorhaltung - Festlegung passende Ersatzteilstrategie
- ASB - Anlagensubstanzbewertung für die "Lebenszeitverlängerung" Ihrer Anlage
- GAP-Analyse: geforderte Anlagenauslastung vs. Zustand Anlagenintegrität
- FMEA - Fehler Modus Effekt Analyse höherkritischer Anlagenteile oder Maschinen

Einsatz des Life-Cycle-Ansatzes beim Design und späteren Betriebskonzept
Beim Design einer Neuanlage, einer Anlagenerweiterung, oder der Überholung einer Anlage ist die zukünftige Auslastung, die anvisierte Lebensdauer und die IH-Strategie "abzugleichen". Ist gemäß Produktzyklus nur eine vergleichsweise kurze Nutzungsdauer geplant, gepaart mit günsitigen Installallationskosten und unter Inkaufnahme höheren Instandhaltungsaufwandes....
...oder liegt der Fokus eher auf einer lange Nutzungsdauer mit optimalem Gebäudekonzept und aufwandsoptimierter maßgeschneiderter prädiktiver Instandhaltung?
CR Kritikalitätsranking - funktionsorientiertes Asset-Management
- Wir bewerten und priorisieren die Teilanlagen untereinander.
- Welche Produktionslinie ist das Bottleneck?
- Wie ist die Auswirkung des Ausfalls einer Teilanlage auf die anderen Produktionslinien?
- Wie kritisch oder anfällig sind die dazugehörigen Infrastrukturanlagen von denen alles abhängt?
- Bei Berücksichtigung der realistisch auftretenden Ausfallarten: Gibt es "work around"-Möglichkeiten? Sind schnelle Reparaturen oder zumindest Behelfsreparaturen zum Weiterproduzieren und "richtige" Reparatur in der nächsten geplanten Abstellung möglich?
RBI - Risikobasierte Instandhaltung - Wahl der optimalen Instandhaltungsstrategie
- Ziel der RBI ist den Aufwand und die Wahl der jeweiligen Instandhaltung an einer Anlage mit dem Risiko eines jeweiligen Anlagenausfalls und den Instandhaltungskosten "auszubalancieren"
- also keine unnötig aufwendige Instandhaltung
- aber nicht an der Instandhaltung sparen um den Preis höherer Reparaturkosten und kostspieliger Produktionsausfälle
- optimale IH-Strategie erstellen mit ausgewogenem Verhältnis aus reaktiver, präventiver und prädiktiver Instandhaltung
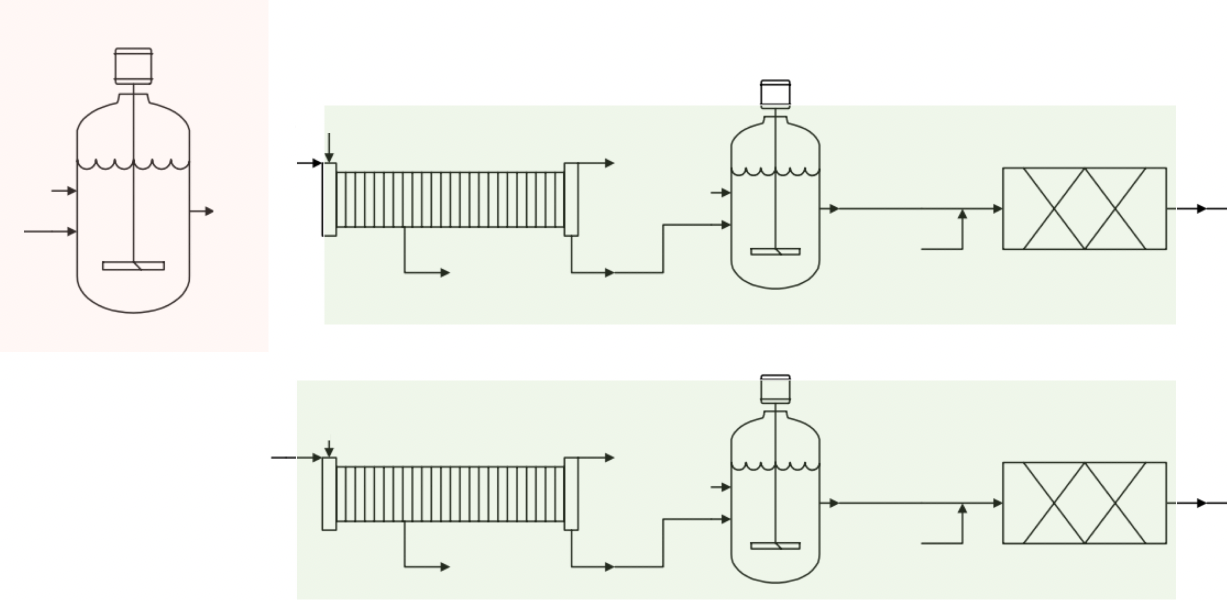
- Im Vergleich zum Kritikalitätsranking der Teilanlagen gehen wir bei RBI bis auf die Technischen Plätze "herunter"
Bei der RBI benutzen wir die Technischen Plätze (TP), Positions- oder PLT-Nummern...
...mit der RBI-Matrix wird die Häufigkeit und Tragweite des jeweiligen Schadensereignisses abgeschätzt:
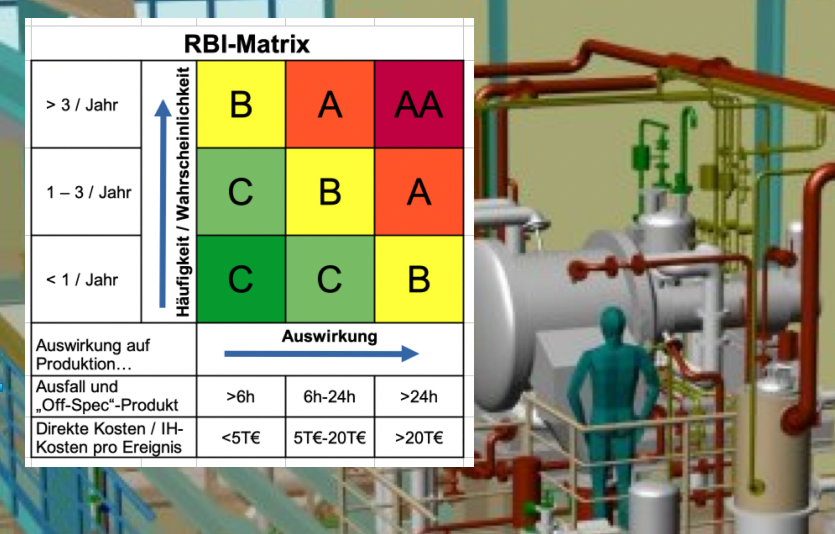
Bei der RBI benutzen wir die Technischen Plätze (TP), Positions- oder PLT-Nummern :
Bei der RBI unterscheiden wir beim Vorgehen hinsichtlich....
- der Individuellen Diskussion der Ausfallmechanismen, der Ausfallauswirkungen, oder diskutieren dies für Typicals, was typisch für die Behandlung von verfahrenstechnischen Maschinen oder Apparaten ist
- der Betrachtung für welche Geräte 1:1 Ersatz vorhanden ist und wo wir bei einem Ausfall kein Ersatz haben, diese Vorgehensqeise ist bei PLT-Geräten typisch, weshalb die PLT-RBI eher eine PLT-RBE ist
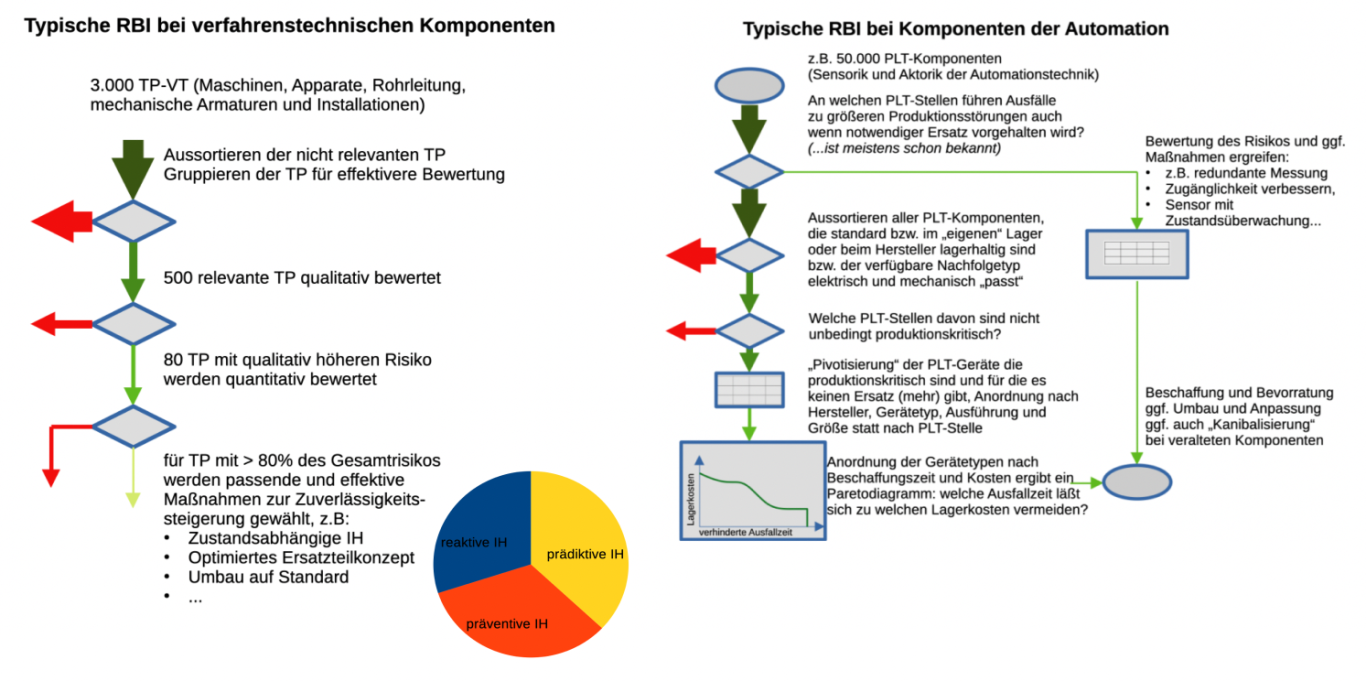
Der qualitativen RBI im VT-Bereich folgt die quantitative RBI. Gemäß der quantitativen Risiken wird die Instandhatltungsstrategie und die Ersateilstrategie gewählt, wo sinnvoll, erfolgt auch der Anstoß zu Anlagenmodifikationen zur Entschärfung von hohen Verfügbarkeitsrisiken
RBE - Risikobasierte Ersatzteilvorhaltung - Festlegung passende Ersatzteilstrategie
- RBE entspricht in der Vorgehensweise der RBI, wenn es um die Risikominimierung durch Ersatzteilvorhaltung geht. Bei der Ersatzteilvorhaltung unterscheiden wir nach der Vorhaltung von Ersatzteilen und der Vorhaltung von Ersatzequipments, je nach dem, ob das jeweilige Equipment schnell vor Ort repariert werden kann oder erst mal ausgebaut, durch Ersatzequipment ersetzt und dann "in Ruhe" repariert wird, während die Produktion wieder läuft. Handelt es sich bei dem Equipment um "Exoten" mit "Exotenersatzteilen" wird auch die Variante: Ersatzequipment plus Ersatzteil gewählt, um mit der Reparatur des ausgebauten defekten Equipments trotz langer Lieferzeiten der Ersatzteile sofort beginnen zu können, um so schnell wie möglich wieder eine einsetzbare vollständige Ersatzmaschine zu haben.
- In jüngerer Zeit an Bedeutung zugenommen, hat die Möglichkeit durch 3-D-Druckverfahren kurzzeitig Ersatzteile herzustellen, insbesondere dann, wenn eine Vielzahl unterschiedlicher Ersateile vorzuhalten wäre und ein 3D-Druck - wenn ein bestimmtes Teil gebraucht wird - billiger ist, als "einen ganzen Zoo" an Ersatzteilen vorzuhalten. Dies gilt insbesondere dann, wenn die vorzuhaltenden Ersatzteile nur eine begrenzte Lebenszeit haben, z.B. bei Versprödung von Elastomeren bzw. Kunststoffen.
- Ebenso interessant ist die Vorgehensweise, nicht ganze Ersatzequipments in Ihrer breiten Varianz vorzuhalten, sondern mit einer begrenzten Zahl unterschiedlicher Baugruppen eine größere Bandbreite von Equipments abzudecken, die dann bei Bedarf innerhalb kurzer Zeit aus den vorgehaltenen Baugruppen zusammengesetzt werden können. Dieses Konzept wird insbesondere von Herstellern als Konsignationslagervariante angeboten.
ASB - Anlagensubstanzbewertung für die "Lebenszeitverlängerung" Ihrer Anlage
- Auch sorgfältig ausgewählte Instandhaltungssgtrategien und nach Einbau automatisch nachbestellte Ersatzteile schaffen kein ewiges "Maschinenleben". Abhängig von Konstruktion und Einsatzbedingungen (Abrasion, Korrosion, Materialermüdung, Druck- und Temperaturzyklen...) kann die nutzbare Lebensdauer von Anlagenkomponenten stark variieren. Ziel der Anlagensubstanzbewertung ist daher zu schauen, welche Anlagenkomponenten trotz passender Instandhaltung, (also jenseits der RBI) wann Ihr Lebenszeitende erreichen und ersetzt werden müssen, um die zukünftige Produktionsplanung zu erfüllen.
- bei der ASB stößt man erfahrungsgemäß auch auf Anlagenteile, für die keine wiederkehrenden Prüfungen durchgeführt werden und der Zustand nicht bekannt ist, z.B. bei Einstufung als Arbeitsmittel - aber trotzdem hohe Produktionskritikalität besteht!
- Die ASB kümmert sich auch darum, wenn die noch nutzbare Lebensdauer durch andere Effekte ("Outside Asset Control") reduziert wird, wie z.B. Lieferant geht aus dem Markt und bietet keine Ersatzteile mehr an oder durch geänderte Gesetzgebung der Betrieb so nicht mehr zulässig ist und kein Bestandsschutz gegeben ist.
angewandte Kriterien:
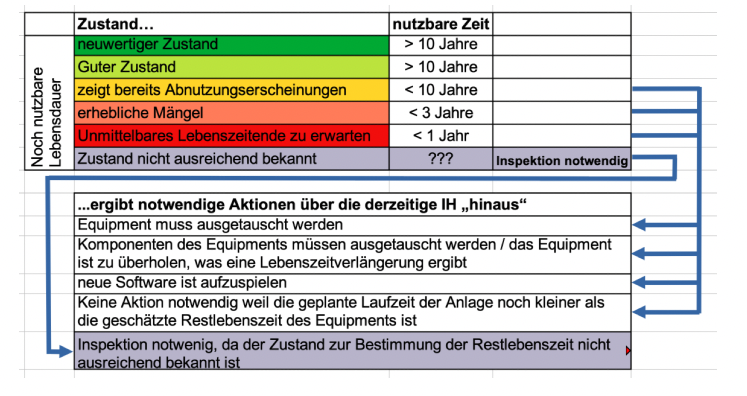
Durchführung der Anlagensubstanzbewertung
Es gibt zwei Arten von ASB:
- GAP-ASB: Wir wollen erkennen, welche Schlüsselequipments die nutzbare Lebensdauer begrenzen könnten, die man noch nicht "auf dem Schirm" hat. Vorteil: geht vergleichsweise schnell, Anlagenkomponenten, die bereits wiederkehrend geprüft werden kann man weglassen, wir erhalten die "Bind spots". Nachteil: Ergebnisliste ist nur eine "On-Top"Liste für die zukünftig geplanten Maßnahmen.
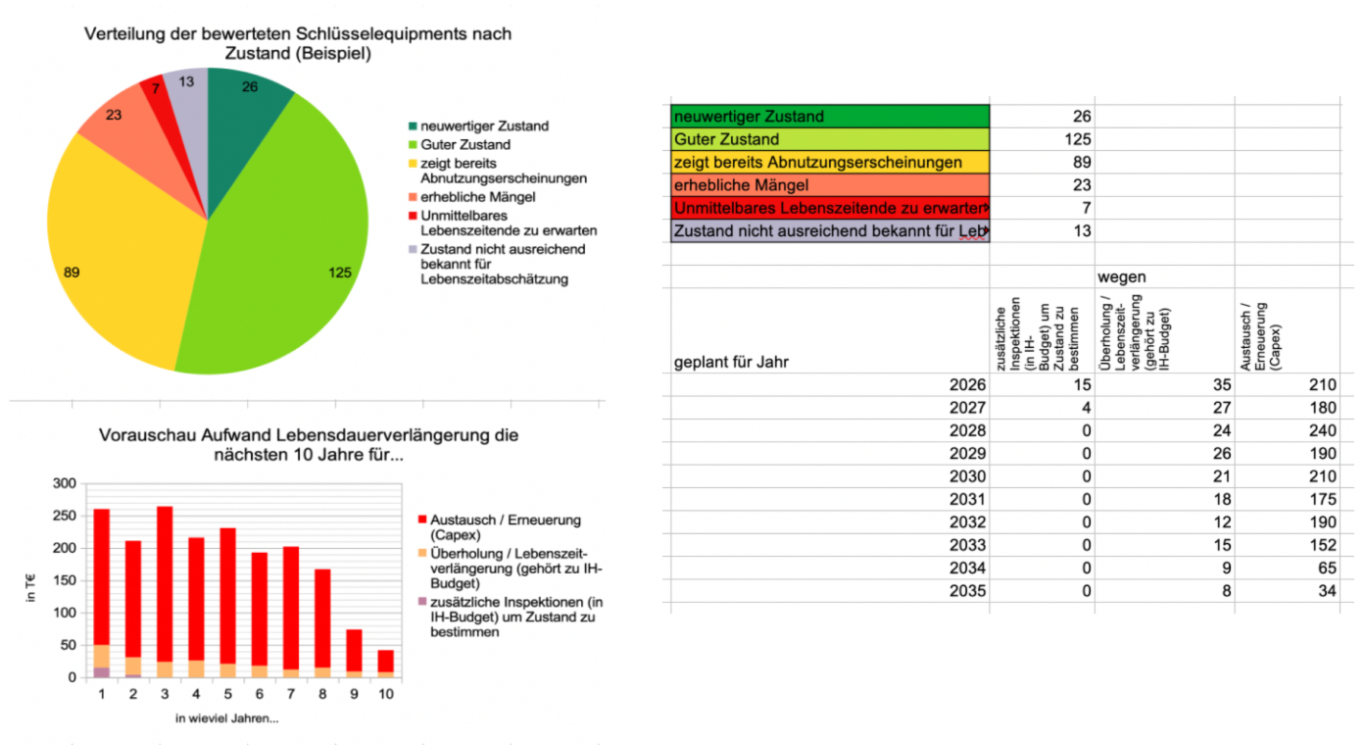
- Kumultative ASB: Wir bewerten alle Schlüsselequipments wann diese ihr Lebenszeitende erreichen und ersetzt werden müssen. Die Ergebnisliste stellt eine "CAPEX-Vorschau" dar. Damit ist bereits der Vorteil benannt. Der Nachteil: sehr aufwendig.
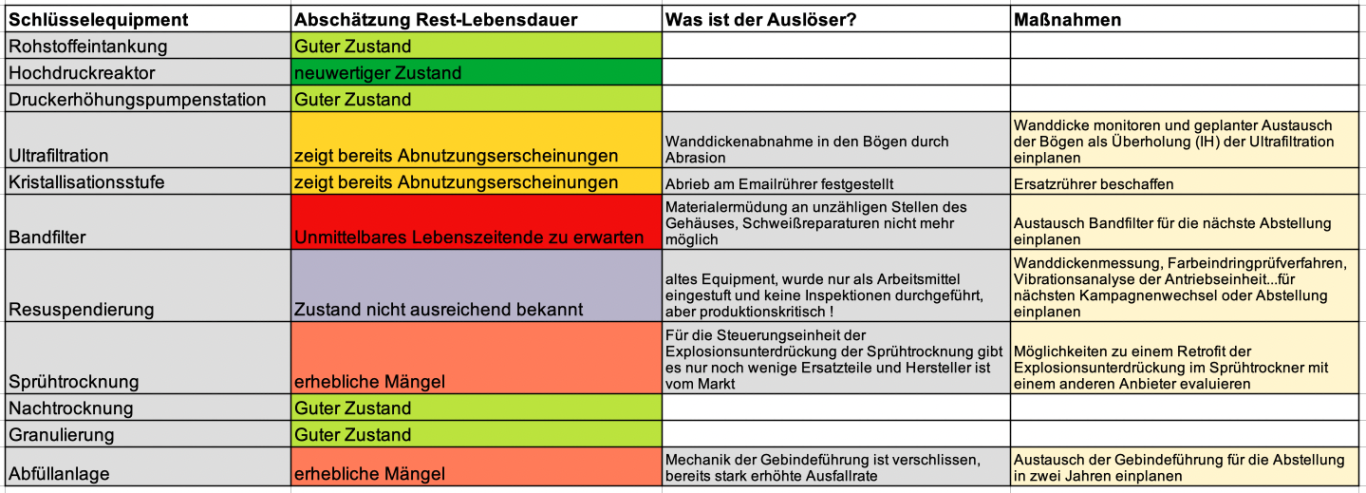
Beispiel einer Einstufung von Schlüsselequipments:
Wie ist die Gesamtverteilung nach Zustandseinschätzung?
Was ergibt sich daraus für einen Plan für Inspektion, Überholung, Ersatz und Neubeschaffung für die nächsten Jahre?
GAP-Analyse: geforderte Anlagenaulastung vs. Zustand Anlagenintegrität
GAP-Analyse: geforderte Anlagenauslastung vs. Zustand Anlagenintegrität
Bei dieser Analyse wird die geplante Anlagenauslastung gegen die geschätzte Verfügbarkeit unter Berücksichtigung der bei der RBI erstellten IH- und Ersatzteil-Strategie sowie unter Berücksichtigung der Anlagenintegrität evaluiert. Passt die Anforderung zum Betrieb und Zustand?
FMEA - Fehler Modus Effekt Analyse höherkritischer Anlagenteile oder Maschinen
- Bei der FMEA werden hochkritische Maschinen oder Anlagenteile gedanklich soweit in die Komponenten zerlegt, dass man die jeweils auftretenden Ausfallmodi den Baugruppen und ihren Funktionen zuordnen kann. Die Auswirkungen der Ausfälle werden beschrieben und je nach Risiko werden die möglichen Gegenmaßnahmen im Team diskutiert und zusammen festgelegt.
- Der erste Teil der FMEA erfolgt aus Anschauungsgründen zweckmäßigerweise in einer MindMap.
- Die im Team diskutierten und ausgewählten Maßnahmen können ebenso in der MindMap dargestellt werden.
- Eine tabellarische Quantifizierung der Risiken und die Wirksamkeit der gewähltzen Gegenmaßnahmen unter Benutzung von Risikoprioritätszahen ist ebenso üblich.
Sind in Ihrer Anlage komplexe Maschinen oder Apparate eingesetzt, so hat der Hersteller in den allermeisten Fällen bereits eine FMEA durchgeführt, deren Ergebnis die mit dem Equipment erhaltene Betriebs- und Wartungsanleitung sowie die Empfehlung eines Ersatzteilpaketes widerspiegelt.
- Die "eigene FMEA"-Durchführung bezieht sich daher insbesondere auf das Zusammenspiel mit Ihrer Anlage, die über den Standardeinsatz" des Equipments hinausgeht.
- Die "eigene FMEA"-Durchführung ergibt in den Fällen besonders Sinn, wo Ausfälle und Risiken auftreten, die der Hersteller so nicht als kritisch oder häufig gesehen hat.
- Die gemeinsame Durchführung von FMEA mit dem Hersteller ist sinnvoll
Kontakt aufnehmen
Telefon: +49 151 2211 2931
E-Mail: maz.stadager@web.de
Adresse: Schwalbenstr. 1, Rheinfelden (Baden), 79618, Baden-Württemberg, Deutschland